PVC thermal degradation is one of the most common processing challenges in the PVC industry, directly affecting product appearance, mechanical properties, and production efficiency. Understanding its causes, mechanisms, warning signs, and prevention methods is essential for maintaining stable processing and consistent product quality. Read the full article from TLD Vietnam.
What Is PVC Thermal Degradation?
Polyvinyl chloride, known as PVC, is one of the most important thermoplastic polymers used in industrial production. It appears in pipes, window profiles, cable compounds, films, sheets, flooring, packaging, and many rigid and flexible products. PVC is valued for chemical resistance, mechanical strength, flame retardancy, cost efficiency, and formulation flexibility. However, PVC has one major processing limitation: it is sensitive to heat. When PVC is exposed to excessive temperature, high shear, or long residence time, the polymer can begin to decompose. This process is called PVC thermal degradation.
PVC thermal degradation is the heat-induced breakdown of PVC during compounding, extrusion, calendering, injection molding, and other thermal processing operations. Unlike polyethylene or polypropylene, PVC contains chlorine atoms along its polymer chain. These structures give PVC useful properties, but they also make the material vulnerable to dehydrochlorination at elevated temperatures. Once degradation starts, hydrogen chloride, or HCl, is released, and this acidic by-product can accelerate further decomposition.
In industrial production, PVC thermal degradation is both a quality issue and a processing stability issue. Slight degradation may appear as yellowing or reduced gloss, while severe degradation can produce brown discoloration, black specks, burnt marks, brittleness, acid odor, and corrosion of processing equipment. For PVC manufacturers, understanding PVC thermal degradation is essential for stable production, clean appearance, strong mechanical properties, and reliable long-term performance.
Why PVC Is Sensitive To Heat
The heat sensitivity of PVC comes mainly from its molecular structure. PVC is produced by polymerizing vinyl chloride monomer, creating a polymer chain with carbon-carbon bonds and chlorine atoms attached. The carbon-chlorine bond is polar and less thermally stable than the bonds found in many other commodity plastics. Under heat, weak points in the polymer chain can release HCl and initiate PVC thermal degradation.
PVC is also not perfectly uniform at the molecular level. Structural irregularities such as allylic chlorine, tertiary chlorine, unsaturated chain ends, and other unstable sites may form during polymerization. These defects can act as initiation points for degradation. Once one unstable site begins to release HCl, neighboring parts of the chain become more reactive, and PVC thermal degradation can spread along the backbone.
Another important reason is the narrow processing window of PVC. Rigid PVC compounds must be heated enough to fuse and flow, but the required processing temperature is close to the range where degradation may occur. This is why PVC almost always needs heat stabilizers, lubricants, and careful temperature control. Without these supports, PVC thermal degradation can occur before the material is fully shaped into a stable product.
The Chemical Mechanism Behind PVC Thermal Degradation
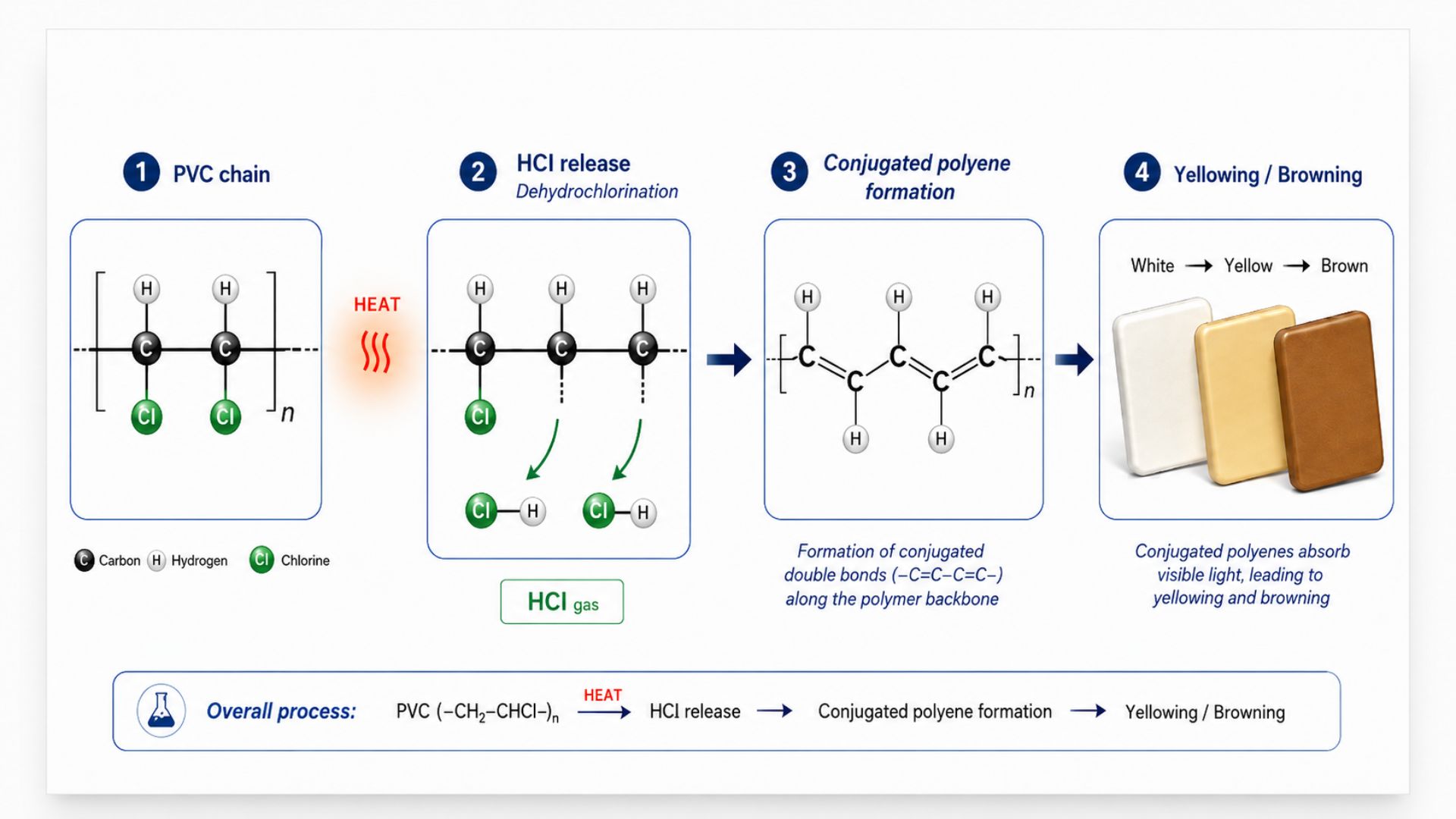
At the chemical level, PVC thermal degradation is dominated by dehydrochlorination. This reaction removes hydrogen and chlorine atoms from the PVC chain as HCl. It usually begins at unstable sites and then propagates along the polymer backbone. As HCl is eliminated, double bonds form in the chain. When several double bonds form consecutively, they create conjugated polyene sequences.
These conjugated polyene structures are responsible for the visible color change associated with PVC thermal degradation. Short sequences may cause light yellowing, while longer sequences absorb more visible light and create deeper yellow, orange, brown, and eventually black discoloration. This color development is not only cosmetic; it shows that the polymer structure has changed.
A key feature of PVC thermal degradation is its autocatalytic nature. The HCl released in the early stage can catalyze additional dehydrochlorination. If HCl remains trapped in the melt, barrel, screw, die, or dead zones, degradation may accelerate quickly. This explains why a small amount of burnt PVC residue inside equipment can contaminate later production and create recurring black specks or streaks.
Dehydrochlorination of PVC
Dehydrochlorination is the primary reaction in PVC thermal degradation. During this reaction, PVC eliminates HCl from adjacent carbon atoms in the chain. This creates unsaturation in the polymer backbone and starts the formation of conjugated structures. The first stage often begins at weak structural points, but once HCl is generated, the reaction can spread rapidly.
From a manufacturing perspective, dehydrochlorination is highly undesirable because it changes both the chemical and physical nature of PVC. It leads to acid generation, discoloration, unstable processing, and performance loss. In pipe extrusion, for example, excessive dehydrochlorination may cause yellow streaks, brown lines, odor, and reduced impact strength.
Formation of conjugated polyene sequences
The formation of conjugated polyene sequences explains why overheated PVC changes color. As dehydrochlorination continues, double bonds appear along the polymer chain. When these double bonds become conjugated, they absorb visible light and create discoloration. The longer the conjugated sequence, the darker the product becomes.
This is why PVC thermal degradation often follows a clear color progression from white to pale yellow, deep yellow, brown, and black. In many applications, even mild yellowing is unacceptable because products require clean whiteness, high brightness, or stable color matching.
Autocatalytic degradation by released HCl
Released HCl is one of the most damaging by-products of PVC thermal degradation. HCl can accelerate further degradation, corrode equipment, and create an acidic environment inside the melt. If the stabilizer system does not neutralize HCl efficiently, the degradation process may become self-accelerating.
In real production, once degradation starts inside a hot barrel or die, lowering the temperature alone may not immediately solve the problem. Burnt residues and acidic deposits may remain in the machine. Proper purging, cleaning, stabilizer adjustment, and temperature control are often needed to stop recurring PVC thermal degradation.
Key Factors That Accelerate PVC Thermal Degradation
Several processing and formulation factors can accelerate PVC thermal degradation. The first is excessive processing temperature. When barrel, die, roll, or mold temperatures are too high, unstable sites in the PVC chain become more active, and dehydrochlorination begins more easily. Temperature control must be precise because PVC needs heat for fusion but cannot tolerate uncontrolled overheating.
Long residence time is another common cause. Even if the set temperature is within the recommended range, PVC may degrade if it stays too long inside the extruder, mixer, die, or hot runner. Dead zones, oversized machines, slow line speed, poor screw design, or production interruptions can increase residence time and raise the risk of PVC thermal degradation.
Poor heat stabilization is also a major factor. Every PVC compound requires a stabilizer package suitable for its processing conditions and end use. If the stabilizer dosage is too low, the stabilizer type is not appropriate, or other ingredients consume stabilizer capacity, the compound may not survive the required processing window. This can result in yellowing, plate-out, burnt specks, and unstable extrusion.
Frictional heat during extrusion or mixing can be just as important as external heater temperature. High screw speed, excessive shear, poor lubrication balance, overloading, or restricted flow can generate internal melt heat. Operators may see normal barrel settings while the actual melt temperature is much higher. In this situation, PVC thermal degradation may occur even when machine temperatures appear acceptable.
Moisture, impurities, and contamination can also accelerate degradation. Wet fillers, low-quality recycled PVC, metal particles, acidic residues, incompatible additives, or degraded regrind can reduce thermal stability. Some pigments or fillers may contain trace metals that catalyze decomposition. Strong raw material control is therefore essential for preventing PVC thermal degradation.
Common Signs Of PVC Thermal Degradation
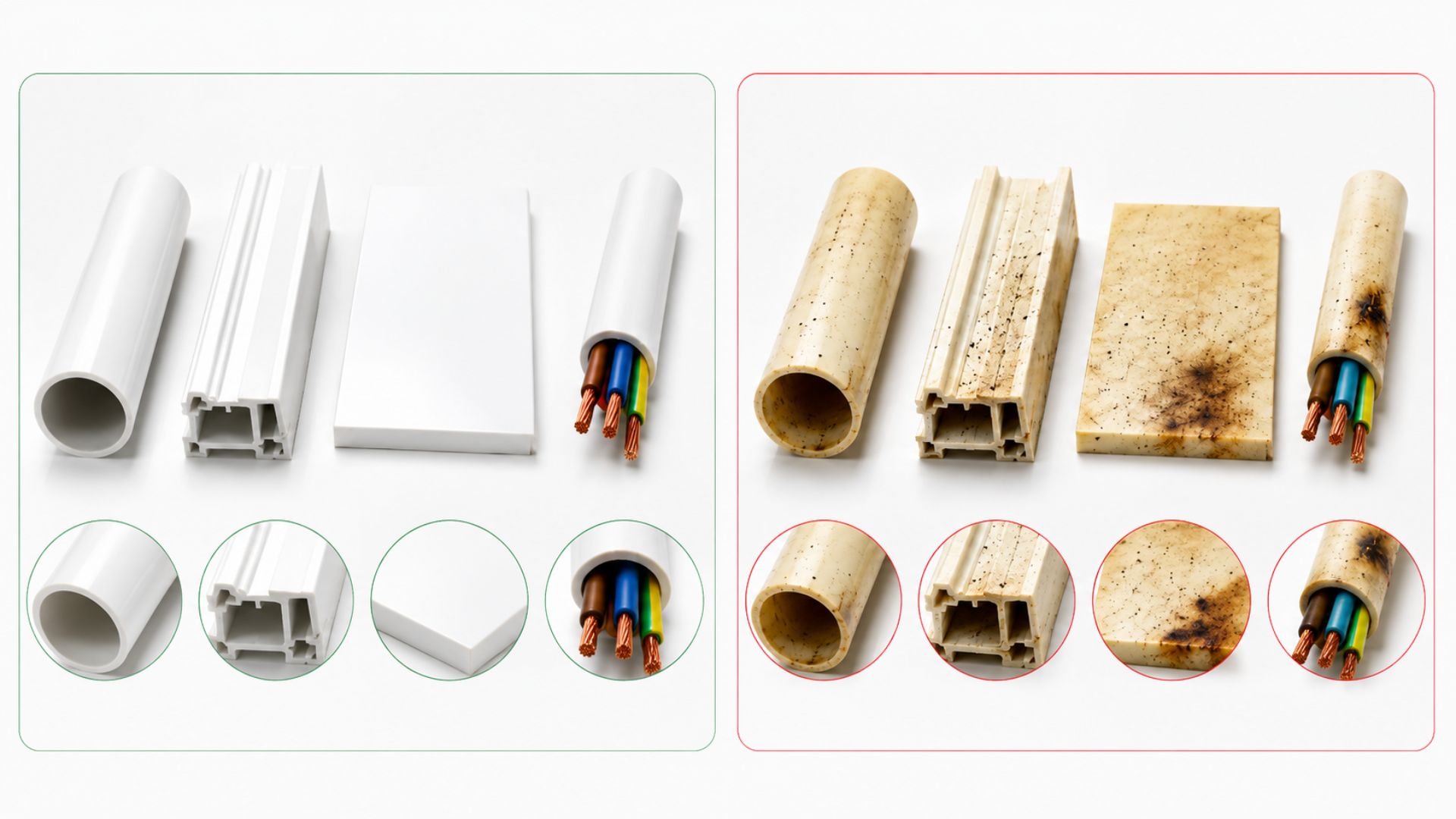
The first visible sign of PVC thermal degradation is often discoloration. White PVC may become yellow or cream-colored, while colored PVC may shift in shade or lose brightness. As degradation becomes more severe, the material may turn brown or black. This discoloration reflects the formation of conjugated polyene sequences and usually indicates chemical change.
Black spots and burn marks are also common symptoms. These defects often come from degraded PVC trapped in dead corners, screw surfaces, die areas, or screen packs. When burnt material breaks loose, it appears as black specks, dark streaks, or carbonized particles in the finished product. For profiles, films, sheets, and cables, these defects can cause immediate rejection.
Brittleness and loss of mechanical strength may follow. PVC thermal degradation can damage molecular integrity through chain scission or unwanted crosslinking. The product may become less flexible, less impact resistant, and more prone to cracking. In construction products, this can reduce service life and increase the risk of failure under stress.
Surface defects and poor gloss are also linked to degradation. The surface may become rough, dull, streaked, or uneven. Fusion quality may become unstable, and melt flow may become inconsistent. In films and sheets, thermal damage may create gels, fisheyes, weak spots, or poor transparency. In injection molding, it may create burn marks near gates or dark flow lines.
A sharp acidic odor is another warning sign because it suggests HCl release. This is both a quality issue and an equipment issue. HCl can corrode screws, barrels, dies, molds, and ventilation systems.
Impact Of Thermal Degradation On PVC Product Quality
PVC thermal degradation affects product quality in several ways. The most immediate impact is appearance. Customers often evaluate PVC products by color consistency, surface smoothness, gloss, and absence of black specks. Yellowing, brown streaks, or burnt particles can make a product commercially unacceptable even if its dimensions are correct.
Mechanical performance is also affected. Degraded PVC may show lower tensile strength, reduced impact resistance, poorer elongation, and increased brittleness. For pipes, fittings, profiles, and cable jackets, this can reduce durability and long-term safety. For films and sheets, it can reduce toughness, clarity, flexibility, and sealing performance.
Processing stability is another major concern. Once PVC thermal degradation begins, melt viscosity may change, flow may become irregular, and deposits may form on metal surfaces. Operators may need to stop the line for purging and cleaning, which increases downtime, scrap rate, and production cost.
Thermal Degradation In PVC Processing Applications
PVC thermal degradation can appear differently across processing applications. In PVC pipe extrusion, it often appears as yellowing, brown streaks, black specks, rough inner surfaces, or reduced impact strength, especially when melt temperature, screw shear, die residence time, or stabilizer balance is not properly controlled. In PVC profile extrusion, the risk is high because profiles often use complex die geometries, long flow paths, and strict color requirements, so poor thermal stability may cause visible streaks, dull surfaces, die lines, or dimensional inconsistency.
In PVC film and sheet production, degradation may appear as gels, fisheyes, discoloration, weak spots, or poor transparency because thin products reveal small defects easily. In PVC cable compounding, excessive heat can damage the compound before insulation or jacketing, causing color shift, reduced flexibility, poor aging resistance, or surface roughness.
In the injection molding of PVC products, PVC thermal degradation may occur near gates, in hot spots, or during long residence time inside the barrel, resulting in burn marks, dark streaks, poor surface finish, and brittle molded parts. Across all these applications, the principle is the same: the formulation must provide enough thermal stability, and the process must avoid excessive heat, shear, and stagnation.
The Role Of Heat Stabilizers In PVC Processing
Heat stabilizers are essential additives for controlling PVC thermal degradation. Their main function is to protect the polymer by delaying dehydrochlorination, neutralizing released HCl, replacing unstable chlorine atoms, and limiting the formation of colored polyene sequences.
Calcium-zinc stabilizers are widely used in modern PVC applications because they balance performance, regulatory acceptance, and environmental profile. These systems usually combine calcium and zinc soaps with co-stabilizers, antioxidants, lubricants, and acid absorbers. Calcium components help neutralize HCl, while zinc components support early color stability. However, the system must be balanced carefully to avoid zinc-related instability during later processing stages.
Tin-based stabilizers are known for strong heat stability and excellent clarity, especially in rigid transparent or high-performance PVC applications. Organotin systems can provide good early color, efficient processing stability, and strong resistance to PVC thermal degradation. They are often used in pipe, sheet, film, and transparent products, depending on regulation, cost, and end-use requirements.
Lead-based stabilizers have historically been used in pipes, profiles, cables, and rigid PVC products because they provide strong long-term heat stability, good electrical properties, and cost efficiency. However, due to health and environmental concerns, many markets have restricted or phased out lead systems. They are increasingly replaced by calcium-zinc, tin, and organic-based alternatives.
Organic-based stabilizer systems are increasingly important as the PVC industry moves toward heavy-metal-free solutions. These systems may include organic co-stabilizers, acid scavengers, antioxidants, and specialized functional additives designed to improve color hold and long-term stability. A well-designed organic system can significantly reduce PVC thermal degradation while meeting stricter environmental and safety expectations.
How Lubricants Help Reduce PVC Thermal Degradation
Lubricants play a critical role in PVC processing because they control friction, fusion behavior, melt flow, and metal release. Although lubricants are not heat stabilizers in the strict chemical sense, they strongly influence PVC thermal degradation by reducing shear heat and preventing material from sticking to hot metal surfaces.
Internal lubricants improve flow between PVC particles and polymer chains, supporting fusion and melt uniformity. External lubricants reduce adhesion between the PVC melt and processing equipment, helping the material move smoothly through the screw, barrel, die, calender roll, or mold. If lubrication is insufficient, friction increases, melt temperature rises, and PVC thermal degradation becomes more likely. If lubrication is excessive, fusion may be delayed, mechanical properties may decline, and surface defects may appear.
The balance between internal and external lubrication is especially important in rigid PVC extrusion. A good lubricant system supports stable fusion, smooth melt transport, controlled pressure, and clean release from metal surfaces. A poor balance can create plate-out, die build-up, surging, rough surfaces, or trapped material.
Lubricants also help reduce residence-time-related problems. When material flows smoothly and does not stagnate in dead zones, it spends less time under thermal stress. This is especially important in complex dies, profile tools, and high-filled PVC compounds. In such systems, the right lubricant package helps maintain process stability and reduces the chance of overheating.
Conclusion
PVC thermal degradation is a critical challenge in PVC processing, primarily caused by heat-induced dehydrochlorination. This process releases HCl and forms polyene structures, leading to discoloration, black specks, brittleness, surface defects, acid odor, equipment corrosion, and reduced product performance. Since the released HCl further accelerates degradation, the process can become self-catalyzing if not properly controlled.
Common causes include excessive processing temperature, long residence time, high shear, insufficient stabilization, poor lubrication, moisture, contamination, and inconsistent raw materials. Effective prevention requires a well-designed formulation, suitable stabilizers and lubricants, optimized processing conditions, and proper equipment maintenance.
By controlling thermal degradation, PVC manufacturers can improve color stability, product quality, mechanical performance, production efficiency, and equipment lifespan, ensuring consistent performance across applications such as pipes, profiles, films, sheets, and cable compounds.





